7 ways to get the most out of your band saw
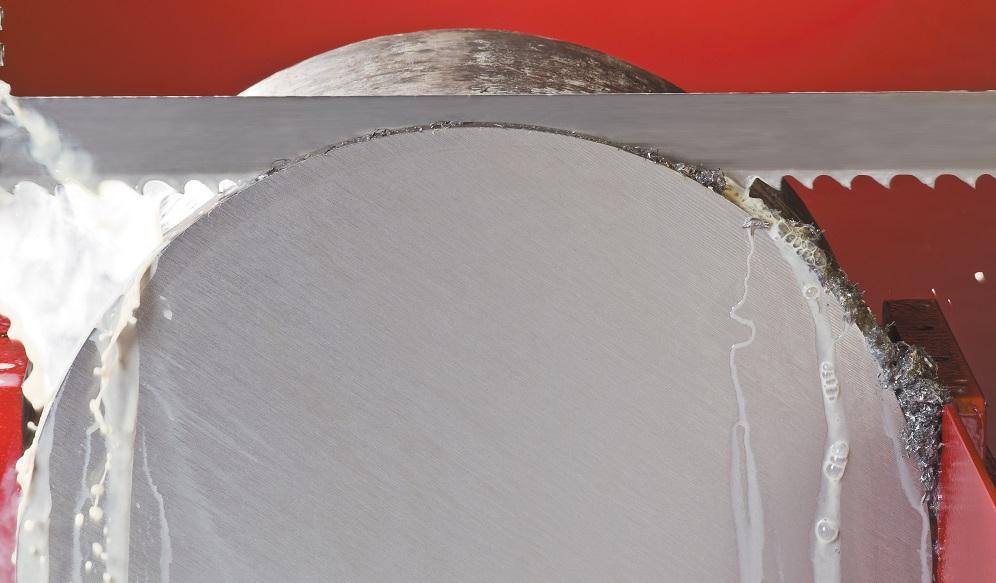
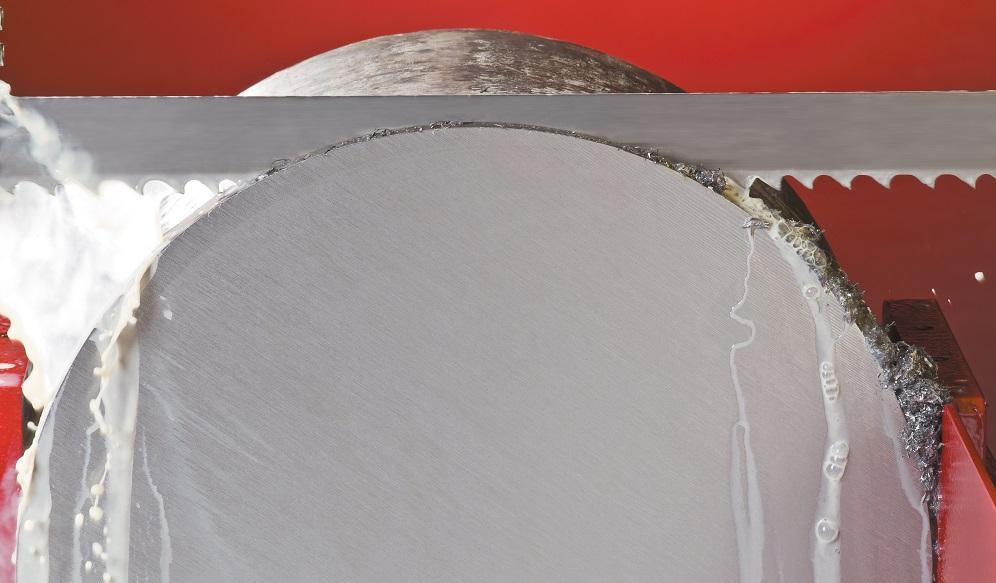
It’s important to match the blade and tooth pitch to the material and application, or at least find a happy medium in a range that makes sense without risking blade damage. The L.S. Starrett Co.
The band saw is one of the most overused and undervalued machines on the shop floor. Here are some tips and tricks to help operators make quality cuts efficiently and safely.
1. Choose the Right Blade
Band saws can range from very basic cutting tools to highly automated, feature-rich machines. But regardless of the type, style, and features found on the band saw, it is only as good as its blade.
“Some manufacturers often make blade decisions based on price and not performance,” said Sylvain Brouillette, territory field sales manager, Ontario and Québec, The M.K. Morse Co., Canton, Ohio. “But sometimes simply spending a little more money will give them the right blade for the application, without breaking the bank and often lowering their yearly consumption or cost. It also will often lead to increased production, longer blade life, better surface finish, and straighter cut.”
A more expensive blade doesn’t always translate to a high-quality blade. But for fabricators who are unsure about the various options available, working with a blade manufacturer is a great starting point.
“Use the knowledge of blade salespeople,” said Rick Arcaro, vice-president of sales and marketing, Hyd-Mech USA Inc., Conway, Ark. “They know what they are talking about. It’s important to work with the right blade company for your product because you can have the best machine in the world, but without the right blade it’s not going to operate well, if at all. Also, with the correct blade, operators will deal with less aggravation, which means they can more easily perform their jobs and keep parts moving.”
Most fabricators work with a range of material sizes and wall thicknesses on any given day. A blade needs to match the application. But with many different applications, does that mean fabricators need to invest in a blade for each and every project?
“Since there are different applications, ideally a shop would invest in different blades, but that’s not always the case in practice,” said Jay Gordon, North American sales manager, saws and hand tools, The L.S. Starrett Co., Athol, Mass. “Oftentimes, when in the midst of various applications, shops will invest in a single blade that is designed with specifications. However, using a blade that is designed for particular materials and to be used for particular feeds and speeds can cause stripping and other issues when trying to use it for a range of materials. But if the goal is to choose one blade, it is important to choose a blade based on your main focus and what the most typical projects are that come in, rather than focusing on the one-offs.”
It’s always good practice to match the blade and tooth pitch to the material, or at least find a happy medium in a range that makes sense without risking blade damage. Sometimes one size or one tooth pitch just does not fit all.
“Not all operators like to take the time and effort to change out the blade for one with a different tooth pitch, but it can make all the difference in quality as well as overall time and money,” said Brouillette.
2. Break in the Blade
While some blade manufacturers that are moving towards offering pre-broken-in blades, most blades today have not been broken in when a shop first gets it, and it should be.
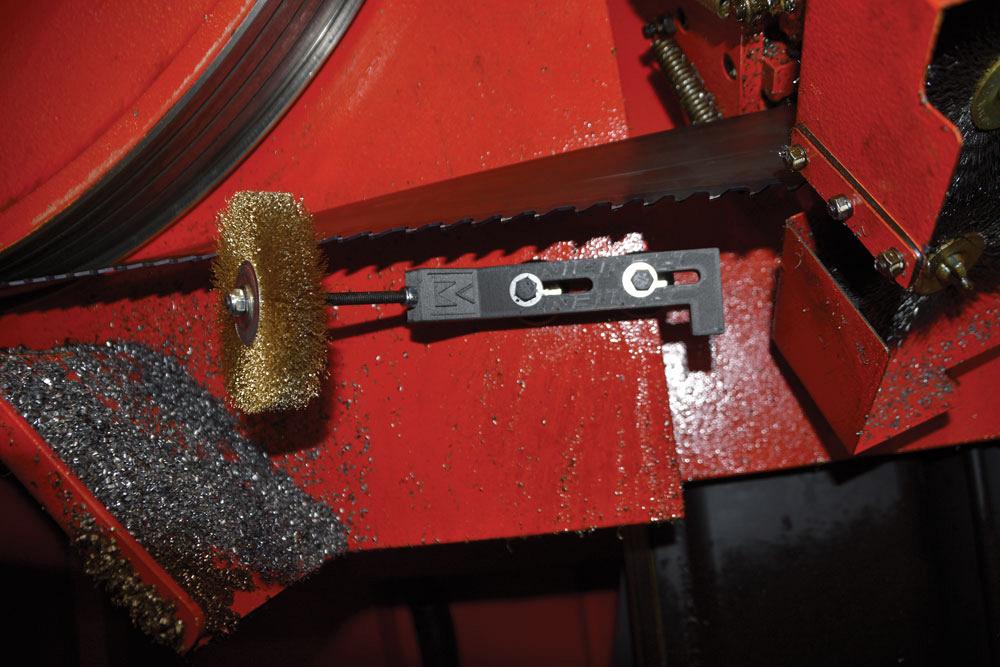
A magnetic chip brush, like M. K. Morse’s Tooth Brush, helps efficiently clear chips from blade teeth gullets. Too often chip brushes are broken or missing components that may no longer be available. M. K. Morse has a universal chip brush assembly that has 11 different configurations to fit most saws. M. K. Morse
New blades are designed with very sharp tooth edges. Without first breaking them in, operators risk breaking or chipping the teeth, which will immediately decrease the blade life.
“Breaking in the blade, the sharp tooth edge is evenly honed, leaving a fine radius or rounding of the tip or edge,” said Gordon. “This makes it less brittle and easier to shear through the material. There are some steps to follow to properly break in a blade but essentially the operator keeps the recommended speed for the type of material, and the feed pressure is reduced by half.”
There are some exceptions to this general practice, and material type definitely changes the break-in feed pressure needed to be successful. And while it is recommended to break in new blades, there are some types of blades that should never be broken in.
“Proper break-in procedures will increase bimetal blade life dramatically, sometimes up to 50 per cent more longevity,” said Brouillette. “And while not everyone sees the value in this, many shops are not aware that breaking in a carbide blade will impact the performance and life negatively. We always recommend breaking in a bimetal and avoid breaking in a carbide saw blade.”
3. Control Coolant
The experts agree that the band saw should always be run with coolant. Almost all materials need a good amount of coolant to cool and it during the cutting process.
“Some operators, especially in structural steel shops that are cutting pipe or channels, tend to go very light or in some cases, not use coolant at all,” said Gordon. “One of the big reasons for this is because flood coolant tends to run down the tube, or with a 20-ft. bar, that coolant will end up 20 ft. away from the saw. It’s a mess, but in reality that coolant is needed.”
Instead of flood coolant, minimum quantity lubrication (MQL) technology can be used in these situations. This environmentally friendly option uses a vegetable-based product that evaporates.
“This means that the operator can take the product off the band saw and go straight to painting, welding, or fabricating without needing to wash or clean it first,” said Arcaro. “It’s a great alternative to flood coolant.”
However, for shops that are using flood coolant, it’s important to use the proper concentration for the materials being cut.
“You definitely need a higher percentage of lubrication on a band saw than a drill or mill, and you certainly need the right concentration,” said Ankur Chopra, regional sales manager – Canada, Kasto Inc., Export, Pa. “Aftermarket products like refractometers are easy to use and can help operators ensure that the coolant concentration is always correct.”

Some operators, especially in structural steel shops cutting pipe or channels, tend to use coolant lightly or not at all. While it can run down the channel and make a mess, the reality is coolant is essential to good sawing practices. The L.S. Starrett Co.
There are some indicators that coolant concentration needs to be adjusted. Coolant that is watery to the touch or machines with rust spots may be signs that the coolant has been diluted or degraded needs to be and either refreshed or replaced.
4. Follow Proper Cutting Parameters
Following the proper speed and feed parameters is just good practice. There are general guidelines available to help fabricators identify what makes sense for their application.
“Operators tend to struggle with running too fast or slow,” said Pete Vandervaart, product engineering manager, The M. K. Morse Co. “There’s a sweet spot for a band saw blade where it removes the right amount of material per tooth. If it removes too much, you risk ripping teeth off. And if you do too little, the blade isn’t actually cutting, it’s grinding, which will prematurely wear the blade out.”
Most materials have a range of acceptable speeds and feeds and that changes as the material type changes. Following the recommended range will ensure that shops get the most out of their blade life.
“Some operators think that if they encounter problems that they should slow everything down, but then the saw is out of that optimal range, which potentially multiplies the existing problems,” said Gordon.
One common mistake operators make is running the wrong speeds and feeds for the material. If an operator cutting carbon steel and then switches to a piece of stainless, that change in material requires a change in speed and feed to avoid potential problems.
The operator needs to be aware of the exact material type, even if it’s a piece of 1018 steel in a batch of 4140 steel. Cutting parameters for these steels still differ and need to be adjusted accordingly.
“Beyond adjusting and adapting cutting speeds and feeds based on specific materials, shapes, and sizes, it’s so important to program according to tool settings like tooth pitch and cutting kerf,” said Chopra. “One common mistake is some operators confuse blade thickness on the tag for cutting kerf. Inputting the blade thickness instead of the cutting kerf means that the saw will compensate for the wrong metric and then cuts will not be accurate.”
Most saw manufacturers provide a chart that lists cutting speeds and feeds for the material size, grade, and shape. While these are universal values, they are based on where these machines are made and reflect the materials available in that specific region.
“Fabricators need to adapt and adjust to local conditions based on the actual materials in hand, which can be harder or softer than these universal values,” said Chopra.
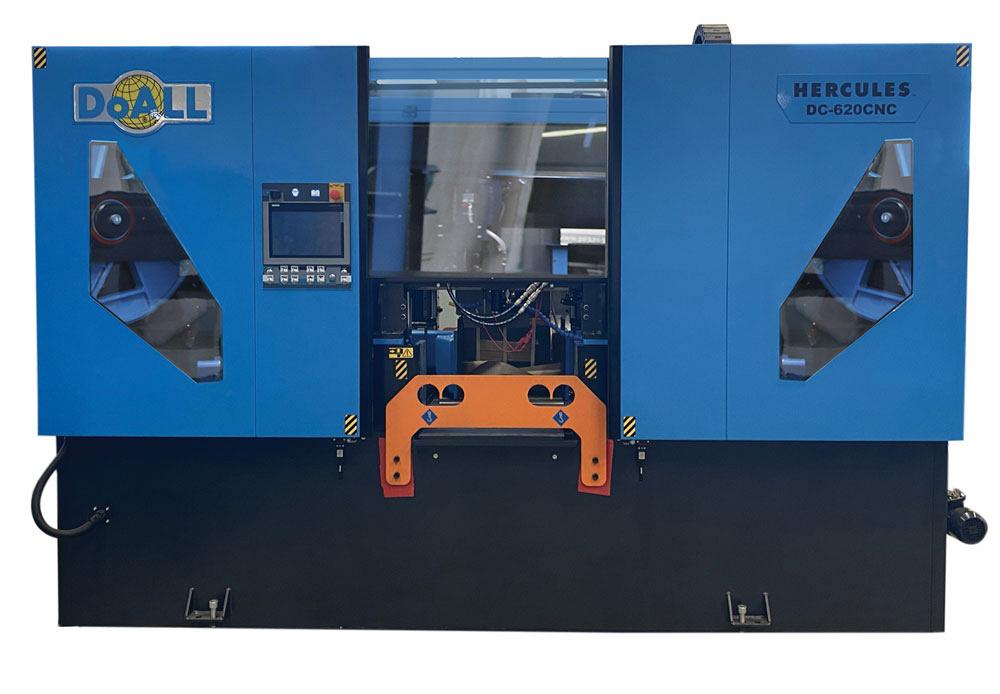
Some DoALL saws, like the Hercules DC-620CNC band saw, are equipped with Siemens controllers that have a zone cutting feature, allowing the operator to create five different zones with prescribed feeds and speeds. DoALL
5. Take Advantage of Features
Many different styles of band saws can include a number of different features. Some operators may not be aware of various automation or sensors that can help make cutting more accurate and efficient.
Whether a standard, optional, or aftermarket feature, band saws can be equipped with feed rate monitors, amperage detectors, blade deflection monitoring, and zone cutting.
“For example, a feed rate monitor will measure the feed rate, providing data required to establish the targeted chip load,” said Brouillette. “This will help optimize cutting efficiency and blade life. A unit like this can fit on any saw.”
An amperage detector, which can be found on many band saws, is used to determine if the saw is drawing more amperage than usual. If it is, this could be an indication that the blade is worn and needs to be replaced.
“Some of our saws are equipped with Siemens controllers and have what’s called a zone cutting feature,” said Steve Yulga, director of sales and marketing, DoALL Sawing Products, Minneapolis, Minn. “With it, the operator can create five different zones with prescribed feeds and speeds. Depending on the type or shape of material, the different zones can be activated to match the area of the application. This means less stress on the blade as it is adapted throughout the cut to meet part conditions.”
Blade deflection or deviation monitoring can be used to ensure that when the blade starts wandering or the cut is out of square, outside of the set parameters and limits, the machine reduces the feed to get it back into specification and cutting straight.
“It’s important to use the automatic or specific features of a machine to reduce a redundant task,” said Chopra. “Operators should familiarize themselves with the manual and other resources that have been provided by the manufacturer. This doesn’t always happen because operators have a lot on their plate and lack the time, but it can really help ensure better cut quality.”
6. Perform Maintenance Checks
Band saw manufacturers generally provide preventive maintenance programs in their manuals. Operators should follow the guidelines outlined in these programs, which can include maintaining lubrication, how and when to change fluids, the importance of chip brushes, and troubleshooting for component issues.
“At the beginning of every shift, it’s important to make sure that the guides are tightened, the blade is tracking on the wheels, and chips have been removed,” said Yulga. “Fabricators need to make sure that their blade guides are tightened as indicated in the operations manual. It’s essential to make sure the band brush is engaged correctly to remove chips.”
A tooth or band brush is an essential component for chip evacuation, which is often overlooked. Oftentimes once a brush is no longer effective, fabricators will toss them and not replace them.
“Don’t cheat on your chip brushes,” said Arcaro. “When you change your blade, take the time to check if the chip brush needs to be replaced as well. It’s a very inexpensive component that can make your blade run 20 to 30 per cent longer.”
Some operators may not feel like maintenance checks are necessary, but they can prevent serious issues from occurring. Keeping the saw clean also is essential.
“Today’s band saws have a lot of electronics being used, and metal chips can certainly affect sensors and other technology on the equipment,” said Chopra. “Chips can build up, and the more they build up, the more difficult it will be to clean, so take a minute everyday to keep the band saw clean.”
7. Train, Train, Train
With today’s skilled labour shortage, some fabricators may find themselves with employees who have little to no experience working with a band saw.
“The band saw is a very unique machine,” said Arcaro. “And without training, it can be challenging for operators to run the saw well. Some saws include a chart on the machine that includes steps to operate it. When an operator has a few minutes, they just have to read and follow the steps and cut parts.”
Taking the time to train new and existing employees on best practices can help ensure that parts are cut well and safely.
“Operators need to have the right training and enough training,” said Chopra. “There is a serious lack of training with many of today’s band saw operators, and without training, not only can they miss warning signs or not activate features, but they can put themselves in harm’s way.”
A good way to combat the lack of training and experience with the saw is to connect with saw technicians and machine and blade manufacturers.
“Having a trusted source for information and application support can help shops when it comes to choosing correct tool settings, coolant suppliers can provide proper concentration levels, and blade manufacturers can help get the longest blade life,” said Brouillette.
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianfabweld.com.
DoALL Saws, www.doallsaws.com
Hyd-Mech, www.hydmech.com
Kasto, kasto.com
The M. K. Morse Co., www.mkmorse.com
The L.S. Starrett Co., www.starrett.com





